
فیدر دو سیم اتوماتیک چند منظوره

فیدر دو سیم اتوماتیک چند منظوره ،
, کارخانه فیدر چند منظوره, فیدر سیمی عمده فروشی, تهیه کننده فیدر سیم,
بی خطر.- بی خطر
صرفه جویی در وقت - کارآمد و راحت
سبکی - سبکی بار را کاهش می دهد
استحکام بالایی ، تغییر شکل کوچک ، عمق ذوب بالا
عملکرد - چندین ویژگی
پشتیبانی از جوشکاری مداوم دستی ، جوشکاری لکه ، تمیز کردن ، برش ، "دست" "از زمان"-بدن ، مجوز رمز عبور
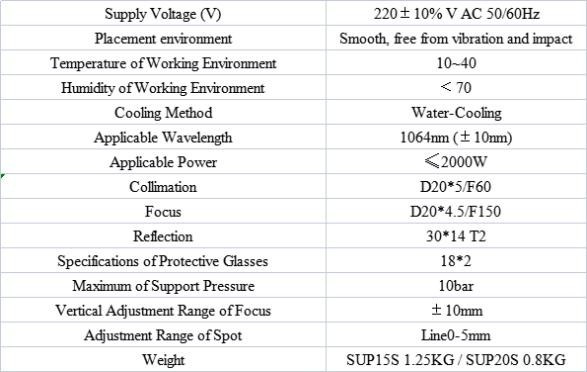
این محصول را می توان با مارک های مختلف لیزرهای فیبر سازگار کرد.طراحی بهینه شده نوری و آب خنک شده به سر لیزر اجازه می دهد تا برای مدت طولانی زیر 3000W پایدار باشد.
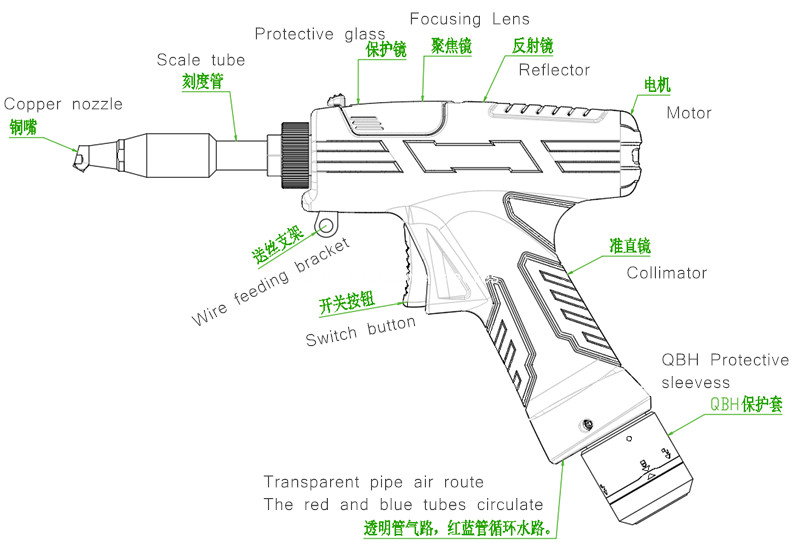
1) قبل از منبع تغذیه ، از زمینه قابل اعتماد اطمینان حاصل کنید.
2) سر خروجی لیزر با سر جوش وصل شده است.لطفاً هنگام استفاده از آن ، سر خروجی لیزر را با دقت بررسی کنید تا از گرد و غبار یا سایر آلودگی ها جلوگیری کنید.هنگام تمیز کردن سر خروجی لیزر ، لطفاً از کاغذ لنز مخصوص استفاده کنید.
4) هنگام تعویض لنز محافظ ، لطفاً از آن محافظت کنید.
5) لطفاً توجه داشته باشید: هنگام استفاده برای اولین بار ، هنگامی که چراغ قرمز نمی تواند از دهان مس بیرون بیاید ، حتماً نور را منتشر نکنید
جزئیات تحویل بسته بندی
جزئیات تحویل بسته جوشکاری دستی
★ لایه اول
سر جوش Sup20s 1pc
سیستم 1 مجموعه
کابل سیستم استاندارد 10 متر
★ لایه دوم
لوله مقیاس 1pc
لنزهای محافظ 10pcs
گیره زمینی 1pc
کابل اتصال صفحه 1 متر
لایه سوم
صفحه نمایش 1pcs
سوئیچ ower 2pcs
تعریف سیم کشی کنترل کننده
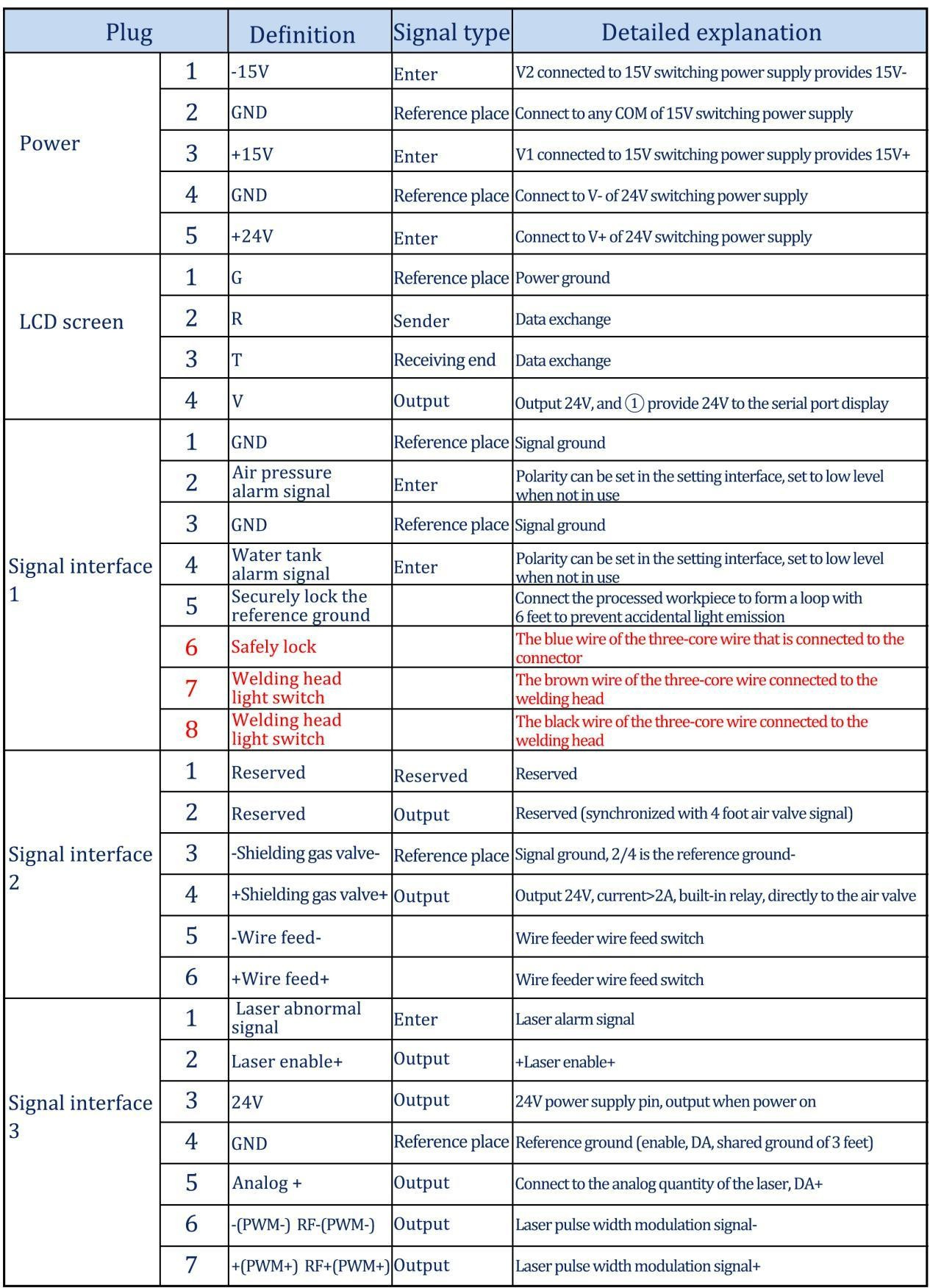
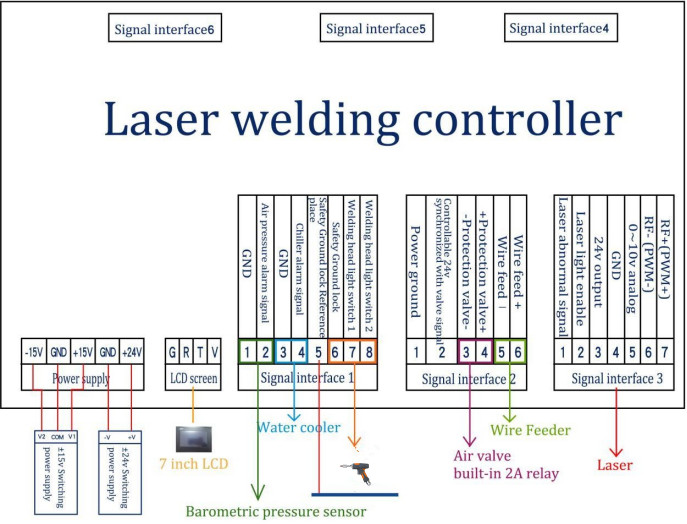
لطفاً توجه داشته باشید که منبع تغذیه سوئیچینگ 15 ولت قطب های مثبت و منفی را متمایز می کند ، V1 به 15 ولت+متصل می شود ، V2 به 15 ولت متصل می شود ، و هرگونه COM در منبع تغذیه سوئیچینگ 15 ولت به پین 2 GND وصل می شود!
کنترل کننده LCD24/5000
کابل LCD با دستگاه تحویل داده می شود و می تواند مستقیماً وصل شود.برای تعاریف خاص شکل بالا را ببینید
کنترل کننده LCD24/5000
کابل LCD با دستگاه تحویل داده می شود و می تواند مستقیماً وصل شود.برای تعاریف خاص شکل بالا را ببینید
رابط سیگنال کنترلر 1
①/②pin ورودی سیگنال هشدار فشار هوا است ، در صورت نیاز به فعال کردن (سیم کشی مورد نیاز) ، لطفاً سطح زنگ فشار فشار هوا را در پس زمینه تنظیم کنید ، در غیر این صورت کم است
⑥ No. پین قفل زمین ایمنی سر جوش است ، که به سیم آبی سیم سه هسته ای متصل است ، هنگامی که سر جوشکاری قطعه کار را لمس می کند ، قفل ایمنی در این زمان روشن است
⑧pin No. سوئیچ نور سر جوش است که به سیم سیاه سیم سه هسته ای وصل شده است ، هنگامی که ماشه کشیده می شود ، دکمه ماشه روشن است
لطفاً توجه داشته باشید که فقط در صورت عدم وجود زنگ هشدار ، و سیگنال قفل ایمن و دکمه ماشه روشن است ، سیگنال خروجی درگاه بعدی ارسال می شود.
fee پایدار (هماهنگ با سیگنال 4 پین)
③/④ پای خروجی دریچه 24 ولت است ، به شیر وصل می شود
⑤/⑥ پین سیم سیگنال فیدر سیم ، درگاه سیگنال فیدر سیم بدون در نظر گرفتن مثبت یا منفی است
②pin فعال+، اتصال به لیزر فعال کردن+
pin پین خروجی 24 ولت است ، به طور مستقیم 24 ولت+ پس از برق روشن است
شماره شماره یک زمین مشترک است (زمین مرجع برای پا 1/2/3/5)
pin پین تعداد مقدار آنالوگ + خروجی است ، مقدار آنالوگ داده می شود
⑥pin سیگنال مدوله شده PWM است
pin پین تعداد سیگنال مدولاسیون PWM+ است
نمودار سیم کشی کنترل کننده
رابط ورودی نوری
سر جوش SUP برای اکثر ژنراتورهای لیزر صنعتی مناسب است.اتصالات فیبر نوری که معمولاً مورد استفاده قرار می گیرند شامل IPG ، Ruike ، Chuangxin ، Fibo ، Tottenham ، Jept ، Kaplin و غیره هستند. اپتیک ها باید تمیز نگه داشته شوند و تمام گرد و غبار قبل از استفاده باید برداشته شود
هنگامی که فیبر درج شد ، سر برش باید 90 درجه چرخانده شود تا افقی باشد و سپس از فیبر برای جلوگیری از ریزش گرد و غبار به رابط استفاده می شود.
روش نصب (اپلت)
رابط کاربری گاز و آب محافظت
رابط لوله آب و لوله هوا را می توان با شیلنگ هایی با قطر بیرونی 6 میلی متر و قطر داخلی 4 میلی متر نصب کرد.
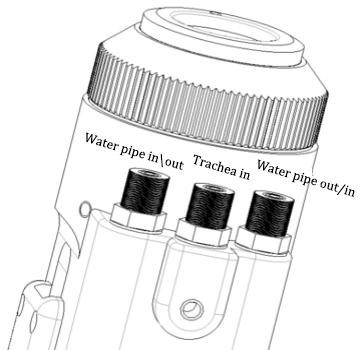
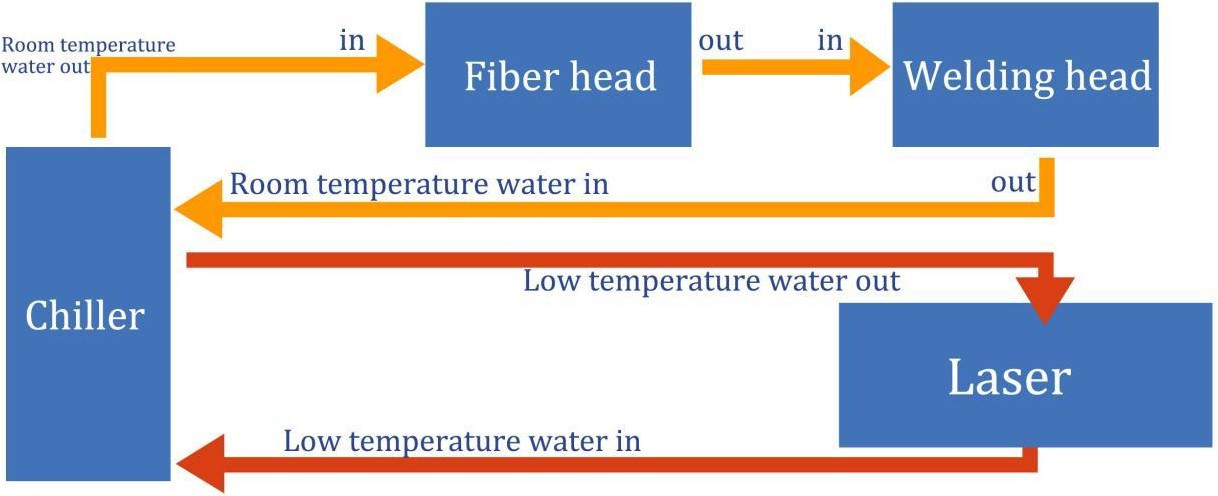
سیستم خنک کننده به قسمت مدار آب سر جوش و قسمت مدار آب از سر فیبر نوری که به صورت سری به هم وصل می شوند ، تقسیم می شود ، همانطور که در شکل زیر نشان داده شده است:
رابط اتصال اسلحه و کنترل جعبه کنترل
سیم های موتور/سیگنال موتور (دو سیم سیاه) به طور مستقیم به قسمت موتور سر جوش متصل شده و می توان از هم جدا شد (دو گزینه در دسترس است: 1. درپوش موتور و صفحه جانبی اسلحه جوشکاری دستی را باز کنید. 2. باز را باز کنید. control box All are plugs)
Safely lock and trigger button three-core wire used Removable aviation plug:Safely lock and button wires, of which 1 is blue, 2 is black, and 3 is brown (connected to pin 6/7/8 of signal interface 1, see the تعریف سیم کشی از کادر کنترل بالا برای جزئیات)
نصب فیدر سیم
کلیک کنید: دستورالعمل های نصب فیدر سیم (اپلیکیشن ها)
صفحه کنترل و راهنمای عملکرد (نسخه زیر نسخه v3.3 است)
پانل عملکرد سری SUP عمدتاً از صفحه لمسی و جعبه کنترل تشکیل شده است.
صفحه اصلی ، فرآیند ، تنظیم و نظارت بر رابط کارکرد را لمس کنید.
صفحه اصلی عملکرد صفحه نمایش
در این رابط ، می توانید پارامترهای فرآیند فعلی و اطلاعات زنگ هشدار فوری را مشاهده کنید.
② لیزر فعال شده است و هنگام روشن شدن ، چراغ قرمز نشانگر روشن است.
قفل ایمنی معمولاً خاکستری است ، و هنگامی که سر جوش به قطعه کار لمس می کند ، سبز می شود و می توان پردازش کرد.
ree انتخاب حالت جوشکاری ، پیش فرض مداوم است.این عملکرد باید در صورت لزوم تنظیم شود (نسخه v3.3 عملکرد فوق است)
صفحه اصلی عملکرد پردازش
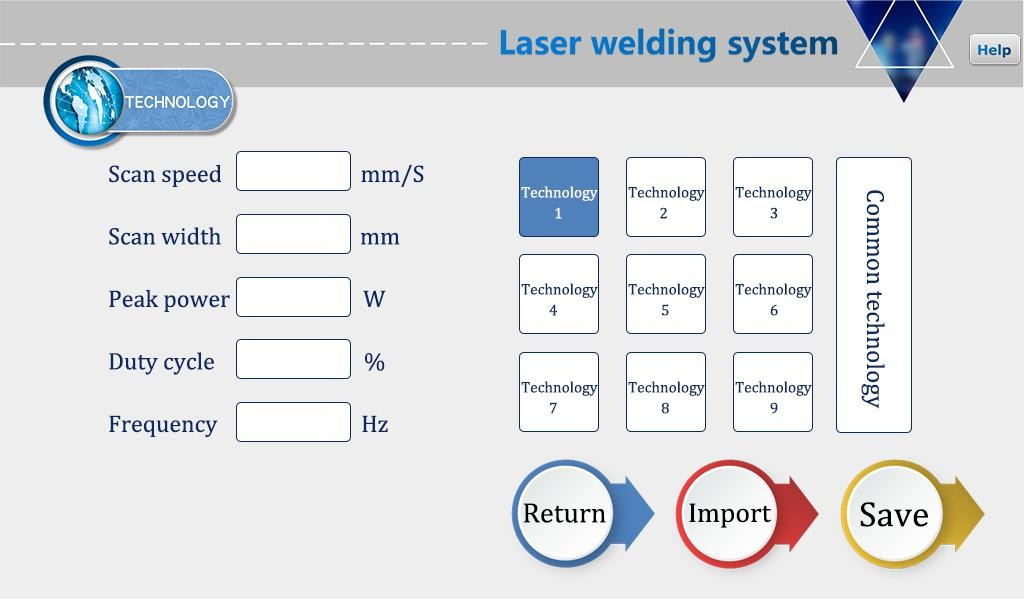
- رابط فرآیند شامل پارامترهای فرآیند برای اشکال زدایی است که با کلیک روی کادر قابل تغییر است.پس از اتمام اصلاح ، روی OK کلیک کرده و سپس آن را در فرآیند میانبر ذخیره کنید.هنگام استفاده از آن ، روی Import (اصلاح-ذخیره سازی) کلیک کنید.
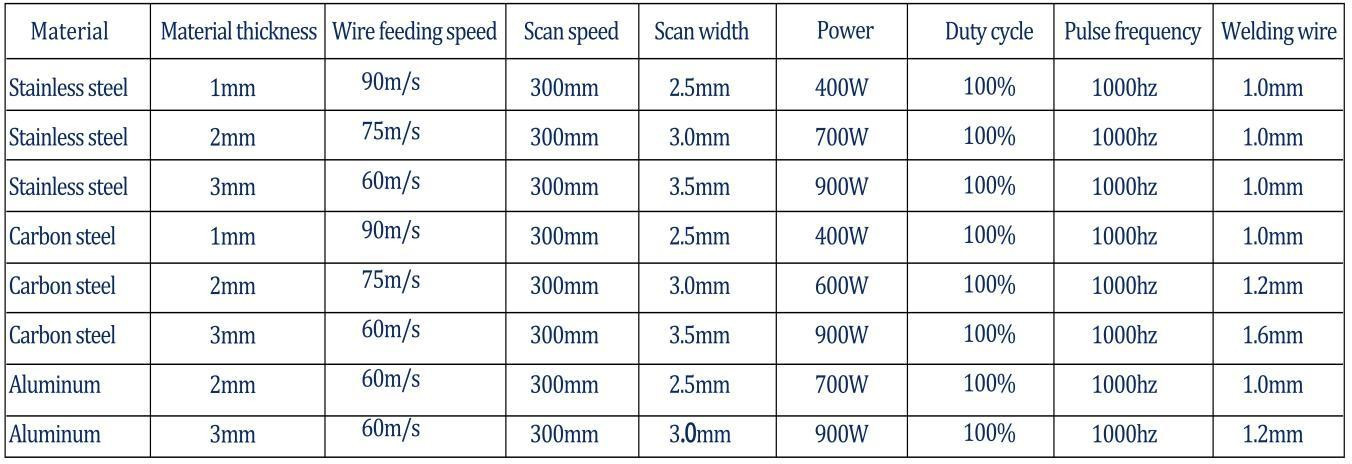
دامنه سرعت اسکن 2-6000 میلی متر در ثانیه و دامنه عرض اسکن 0^5 میلی متر است.سرعت اسکن با عرض اسکن محدود است.رابطه محدودیت این است: سرعت 10 نفره/(عرض اسکن*2) ≤1000 اگر از حد مجاز باشد ، به طور خودکار به مقدار حد تبدیل می شود.هنگامی که عرض اسکن روی 0 تنظیم شده است ، اسکن نمی شود (یعنی منبع نور نقطه) (متداول ترین سرعت اسکن: 300 میلی متر در ثانیه ، عرض 2.5 میلی متر).
- قدرت اوج باید کمتر یا مساوی با قدرت لیزر در صفحه پارامتر باشد (برای مثال ، قدرت لیزر 1000W است ، پس مقدار بالاتر از آن نیست
1000).
دامنه نسبت نسبت 0 ~ 100 (پیش فرض 100 ، معمولاً نیازی به تغییر ندارند).
دامنه فرکانس پالس توصیه شده 5-5000 هرتز است (پیش فرض 2000 است ، معمولاً نیازی به تغییر ندارد).
برای دریافت توضیحات پارامتر مرتبط بیشتر ، دکمه راهنما را در سمت راست بالا کلیک کنید.
مرجع فرآیند (با توجه به شرایط واقعی ، موارد زیر فقط برای مرجع است)
صفحه اصلی عملیات را تنظیم کنید
رمز عبور 123456
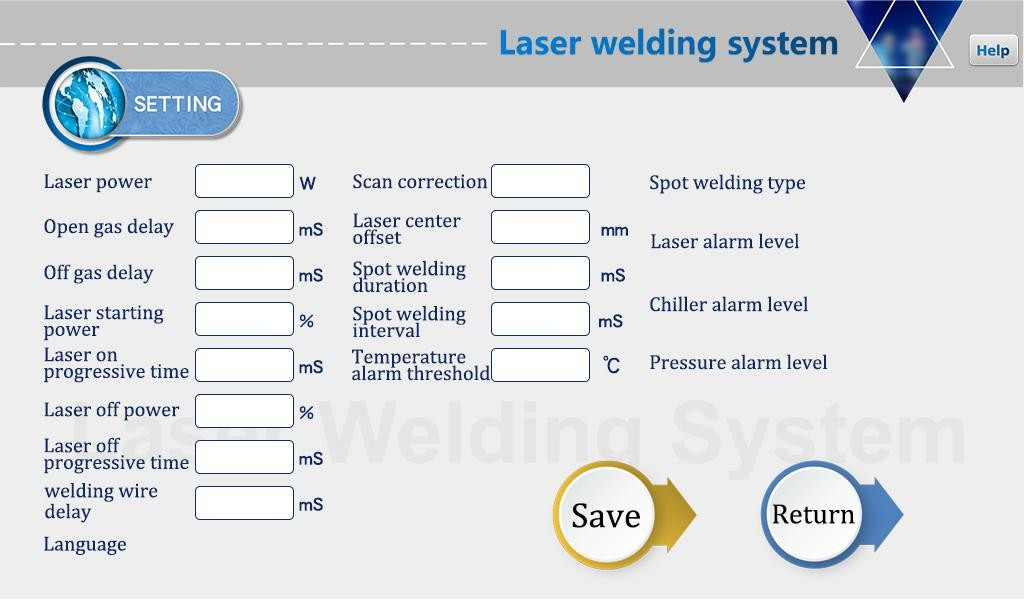
- قدرت لیزر حداکثر قدرت لیزر مورد استفاده است.
-پیش فرض تأخیر هوا سوئیچ به 200 متر ، و دامنه 200ms-3000ms است.
- هنگامی که چراغ روشن است ، به تدریج از N1 ٪ از قدرت فرآیند به 100 ٪ افزایش می یابد.هنگامی که چراغ خاموش است ، به تدریج از 100 ٪ قدرت فرآیند افزایش می یابد.
به N2 ؛
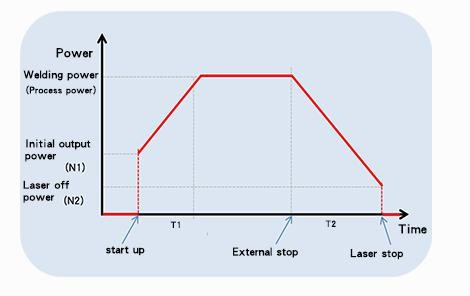
جبران تأخیر در تغذیه ، زمان پیشرفت تغذیه سیم نسبت به سیگنال نور است که می تواند در رابطه با عملکرد برداشت استفاده شود.
آستانه حداکثر دما آستانه 70 ℃ است.وقتی مقدار روی 0 تنظیم شود ، زنگ دما تشخیص داده نمی شود.
⑦ لیزر مرکز افست -3 ~ 3 میلی متر ، آن را کاهش داده و آن را به سمت چپ منتقل کنید ، آن را افزایش داده و آن را به سمت راست حرکت دهید.
signal سیگنال سطح زنگ هشدار پیش فرض است و زنگ هشدار محافظ را می توان مستقیماً به تشخیص سطح مربوطه تغییر داد.
⑩ فاصله زمانی جوشکاری زمان توقف بین دو جوش پس از کشیدن دکمه ماشه (نسخه v3.3 و عملکرد فوق) است
برای دریافت توضیح پارامتر بیشتر ، دکمه راهنما را در سمت راست بالا کلیک کنید.
نظارت بر رابط اصلی
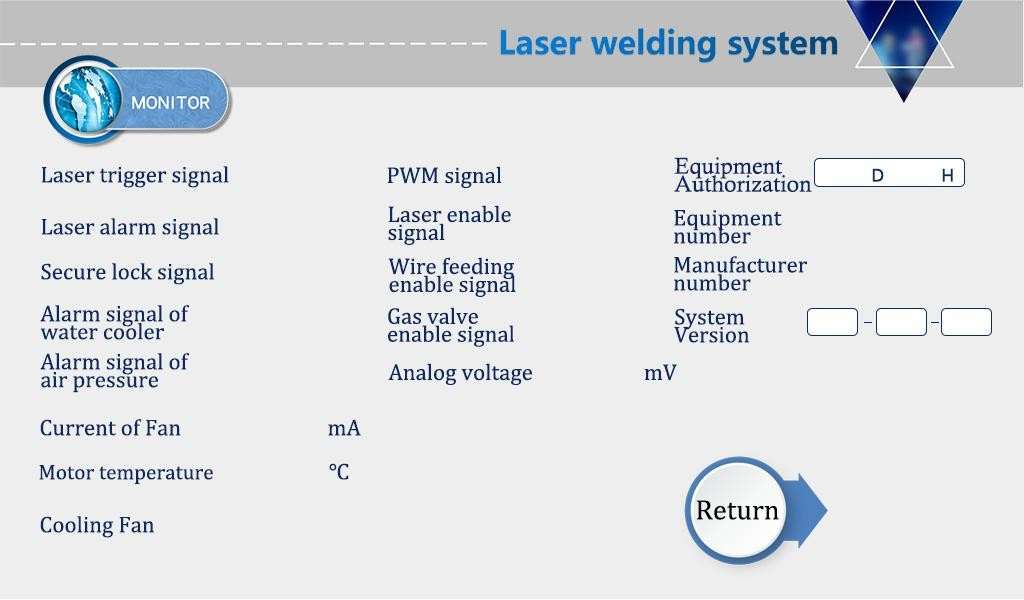
این رابط وضعیت هر سیگنال تشخیص و اطلاعات دستگاه را نشان می دهد
روش های رمزگذاری و رمزگشایی مجوز یکسان است:
رمزگشایی سیستم Metho (اپل) می تواند عرض و ضخامت تغذیه سیم را بهبود بخشد.